
1 جوشکاری آرگون از صفر برای تازه کاران
امروزه سایتهای مختلفی برای آموزش جوشکاری آرگون وجود دارد ولی مساله مهمی که وجود دارد، تمامی سایتها یک سری اطلاعات کلی را ارائه می دهند که برای کسی که بدون استاد قصد یادگیری جوش آرگون را دارد، بی فایده است. در این مقاله نحوه جوشکاری آرگون از صفر برای تازه کاران بهصورت عملی آموزش داده میشود.
2 آماده سازی گاز
بهمنظور آماده سازی گاز دستگاه، لازم است یک کپسول 10،20 یا 40 لیتری گاز آرگون تهیه کنید و انرا پر کنید. (شکل1)

معمولا با سرچ ساده در اینترنت محلهای را برای پرکردن کپسول خواهید یافت. بسیاری از کارگاههای حرفه ای کپسول جایگزین دارند که کار آنها بدلیل اتمام گاز متوقف نشود.
بعلاوه لازم است یک مانومتر گاز آرگون نیز تهیه کنید و به سر دستگاه وصل کنید. در شکل 2 نحوه بستن مانومتر به کپسول نشان داده شده است.
سپس با استفاده از اتصالات یک سر شلنگ گاز را به خروجی مانومتر وصل میکنیم و سر دیگر شلنگ را به ورودی گاز دستگاه و اگر دستگاه ورودی گاز ندارد به ورودی گاز تورچ وصل میکنیم. لازم به تاکید است از درستی و محکم بودن اتصالات و عدم نشتی گاز مطمئن شوید تا از هدررفت گاز و تحمیل هزینه مالی جلوگیری شود.

3 شعله پوش
شعله پوش برای هدایت گاز در اطراف تنگستن استفاده می شود. این وسیله که معمولا به رنگهای سفید یا صورتی است حول تنگستن و کولت و کولت بادی قرار میگیرد. شعله پوش به کولت بادی بسته میشود که خود کولت بادی نیز به بدنه تورچ بسته میشود. شعله پوشهای متداول برای مبتدیان سایزهای 6 و 8 هستند. میزان گاز بسته به سایز شعله پوش دارد. (شکل 3)

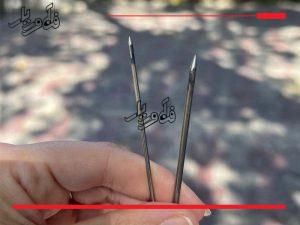
4 آماده سازی تنگستن
تنگستن در حقیقات همان الکترود دستگاه جوش ارگون است. تفاوت آن با جوش الکترود در این است که در جوش آرگون تنگستن مصرف نمیشود(در حقیقت بسیار دیر تعویض میشود) و خود فلز پایه ذوب میشود و اگر لازم شد از فیلر استفاده می شود.
برای شروع کار معمولا از تنگستن 1/6 برای آمپر تا 60 و الکترود 2/4 برای جریان تا 120 استفاده کنید .(شکل 4)

به این منظور لازم است نوک تنگستن را با دستگاه فرز یا سنگ رومیزی تیز کنید. برای شروع کار با زاویه 30 تا 60 درجه سر تنگستن را تیز کنید. به این صورت که حدود دو برابر قطر تنگستن ارتفاع ناحیه تیز شده باشد. بعلاوه توجه کنید تنگستن به خوبی تیز شده باشد.(شکل 5).
در تصویر زیر، شکل غلط تیز کردن تنگستن با فرز نشان داده شده است. (شکل 6)

در هنگام تیز کردن با فرز توجه کنید که خطوط تیز شدن تنگستن طولی باشد یعنی ترجیحا تنگستن را در کنار فرز و نه پایین فرز قراردهید و تیز کنید.(شکل7)

در ادامه برای هرسایز تنگستن کولت و کولت بادی همان شماره را آماده کنید که در داخل تورچ قرار دهید. (شکل8)

5 ماسک
ماسکهای جوشکاری آرگون مشابه جوشکاری معمولی است ولی از آنجا که نور جوشکاری آرگون شدیدتر از جوشکاری معمولی است، کلاههای اتوماتیک متداول شده اند که در هنگام شروع جوشکاری بصورت اتوماتیک تاریک میشوند تا از آسیب به چشم جلوگیری کنند.(عکس 9) بعضی از این ماسکها بصورت کیت هستند که لازم است بهم بسته شده و بصورت شکل زیر اماده شوند. همچنین لازم است تا باتریهای ماسک نیز در جای خود قرارداده شوند.

این ماسکها معمولا دو درجه دارند که برای تنظیم حساسیت و تاخیر در تاریک شدن پس از جوش است. این دو درجه را در حداقل مقدار قرار دهید. (شکل 10)

همچنین در کنار دستگاه نیز درجه ای برای میزان تاریکی قرار دارد که انرا نیز در حداکثر حالت قرار دهید.(شکل 11)

6 آماده سازی تورچ
اگر دستگاه جوش شما دارای ورودی و شیربرقی گاز باشد، تورچ دستگاه شما لازم نیست شیردار باشد. ولی اگر از دستگاه بدون شیر استفاده میکنید لازم است تورچ شما شیر دار باشد. تورچ شیردار به این معنی است که گاز مستقیما به تورچ وارد میشود و تنظیم زمان باز بودن گاز، پیش گاز و پس گاز بر عهده شماست که برای افراد مبتدی کمی سخت است.(شکل 12)

در ادامه لازم است، سیم تورچ به قطب منفی دستگاه وصل شود. در دستگاههای پیشرفته تر، یک سیم هاش اف(HF) یا فرکانس بالا وجود دارد که بایستی آن نیز به سوکت مربوطه در دستگاه وصل شود. (شکل 13)
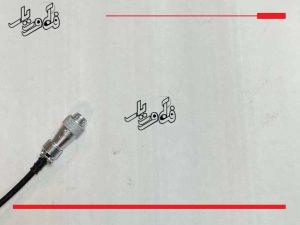
هاش اف (HF) برای ایجاد جرقه در ابتدای کار بدون اتصال تنگستن و فلز کار استفاده میشود و بسیار کاربردی است. همچنین در برخی دستگاهها این اتصال برای برنامه دهی از طریق تورچ نیز استفاده میشود که در نتیجه اتصال آن سوکتهای پیشرفته تری دارد.(شکل14)

7 آماده سازی فیلر
فیلر برای ذوب کردن و اضافه کردن به جوش در هنگامی که درز وجود دارد و یا لازم به افزودن استحکام است استفاده میشود. بهطورکلی فیلرها در اندازه های 1 متری بفروش میرسند که برای راحتی کار معمولا آنرا نصف میکنند. برای شروع کار فیلرهای با قطر 1/6 و 2/4 توصیه میشود.(شکل 15)

معمولا برای آهن از فیلر مسوار و برای و برای استیل از فیلرهای سفید استفاده میشود. گرچه فیلر سفید را برای آهن نیز میتوان استفاده نمود. (شکل 16)

8 راه اندازی دستگاه
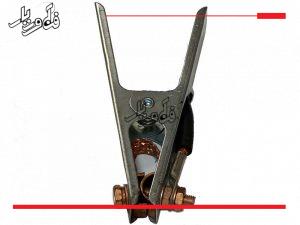
دستگاههای جوش آرگون متعددی در بازار وجود دارند که برای انتخاب بین آنها می توانید به مقالات مراجعه کنید. ولی در حالت کلی پس از آماده سازی تورچ و اتصال گاز، لازم است اتصال گیره که به فلز پایه وصل میشود نیز به قطب مثبت انجام شود. (شکل17)
برای راه اندازی دستگاه جوش آرگون لازم است در ابتدا از خاموش بودن دستگاه اطمینان حاصل کنیم و سپس دستگاه را به برق شهری وصل کنیم. نکته ای که در این رابطه وجود دارد، معمولا دستگاههای جوش آرگون خانگی و نیمه صنعتی تا 200 آمپر هستند که در نتیجه جریان ورودی آنها نیز به نسبت بالاست. از این رو اگر آنها را به سیم رابط و سه راهی وصل کنید ممکن است باعث خرابی شود. به همین دلیل است که معمولا دستگاههای جوش آرگون پریز برق نداشته و بدون پریز ارائه می شوند.
9 تنظیمات دستگاه (نقطه ضعف جوشکاران مبتدی)
9-1 تنظیم گاز:
به منظور تنظیم گاز بایستی شیر گاز را باز کنیم و از آنجا که در دستگاههای شیردار، تا تورچ روشن نباشد شیر باز نمی شود، تورچ را برداشته و دور از فلز دکمه انرا می زنیم. شیر گاز باز میشود و با تنظیم شیر خروجی مانومتر، میزان مصرف گاز را تنظیم میکنیم تا گوی در ارتفاع مناسب قرار گیرد. ارتفاع مناسب برای ابتدای کار در حدود 6 لیتر بر ثانیه میباشد.(شکل 18)

9-2 آمپر:
مهمترین تنطیم دستگاه جوش آمپر آن است. که برای هر 1 میلی متر حداکثر 38-40 آمپر لازم است. اما جوشکاران مبتدی توجه کنند که این مقدار حداکثر آمپراژ است. از این رو برای شروع کار بایستی مقداری تقریبا 60 درصد این مقدار را استفاده کنید. این موضوع بویژه در ورقهای نازک مشهود است. مثلا برای ورق 1 از 28 آمپر و برای ورق 2 از 65 آمپر استفاده کنید.
9-3 نوع جوش:
تنظیمات دیگری که عنوان می شود، بسته به میزان پیشرفته بودن دستگاه وجود دارد. اولین تنظیم انتخاب بین جوش الکترود و ارگون است که در بعضی دستگاهها انتخاب آرگون پالسی نیز اضافه شده است. (شکل19)

9-4 پس گاز و پیش گاز:
یک نوع تنظیم دیگر زمان پیش گاز و پس گاز است که برای ابتدای کار هر دو را 1 ثانیه ست کنید. پیش گاز و پس گاز برای تعیین میزان باز بودن گاز قبل و بعد از جوشکاری است و برای تمیز شدن کار است. دستگاه های بدون شیر برقی و یا ورودی گاز این تنظیم را ندارند و گاز مستقیم به تورچ وصل می شود. برای همین برای دستگاههای بدون ورودی گاز بایستی تورچ شیردار استفاده شود.
9-5 آمپر پایین و بالا:
تنطیم دیگر دستگاههای جوش آرگون، آمپر پایین شروع، آمپر ماکزیمم و آمپر انتهای کار و شیب زمانی رسیدن به آنهاست. به این معنا که در ابتدای شروع جوش به منظور کنترل بهتر دستگاه با آمپر کمی که توسط شما تنظیم میشود شروع به جوش میکند مثلا 15 آمپر و در زمانی که شما تعیین میکنید مثلا 5/0 ثانیه به آمپر حداکثر می رسد. لازم به ذکر است در اکثر تورچها با برداشتن فشار از دکمه آمپر به امپر حداکثر می رسد. در زمان قطع جوش نیز به همین ترتیب به آمپر پایینتر میرسد و سپس خاموش می شود.
9-6 تنظیمات پالس:
حالت پالسی از انواع تنطیمات دیگر است. حالت پالسی حالتی است که جوش بصورت تپ دار و یا چشمک زن میشود. این وضعیت باعث بهتر شدن نوع جوش و کمتر گرم شدن فلز پایه می شود. تنطیمات پالس متفاوت است ولی برای ابتدای کار اگر خواهان جوش پالسی هستید، از پالس 20 بار در ثانیه استفاده کنید. پالس یک تنطیم دیگر هم دارد که شامل میزان پالس است که تعیین کننده درصد زمان کار جوش در آمپر بالا از کل زمان پالس است که حدود 35 درصد مناسب است.